Learn About The Law
Get help with your legal needs
FindLaw’s Learn About the Law features thousands of informational articles to help you understand your options. And if you’re ready to hire an attorney, find one in your area who can help.
Current as of January 02, 2025 | Updated by Findlaw Staff
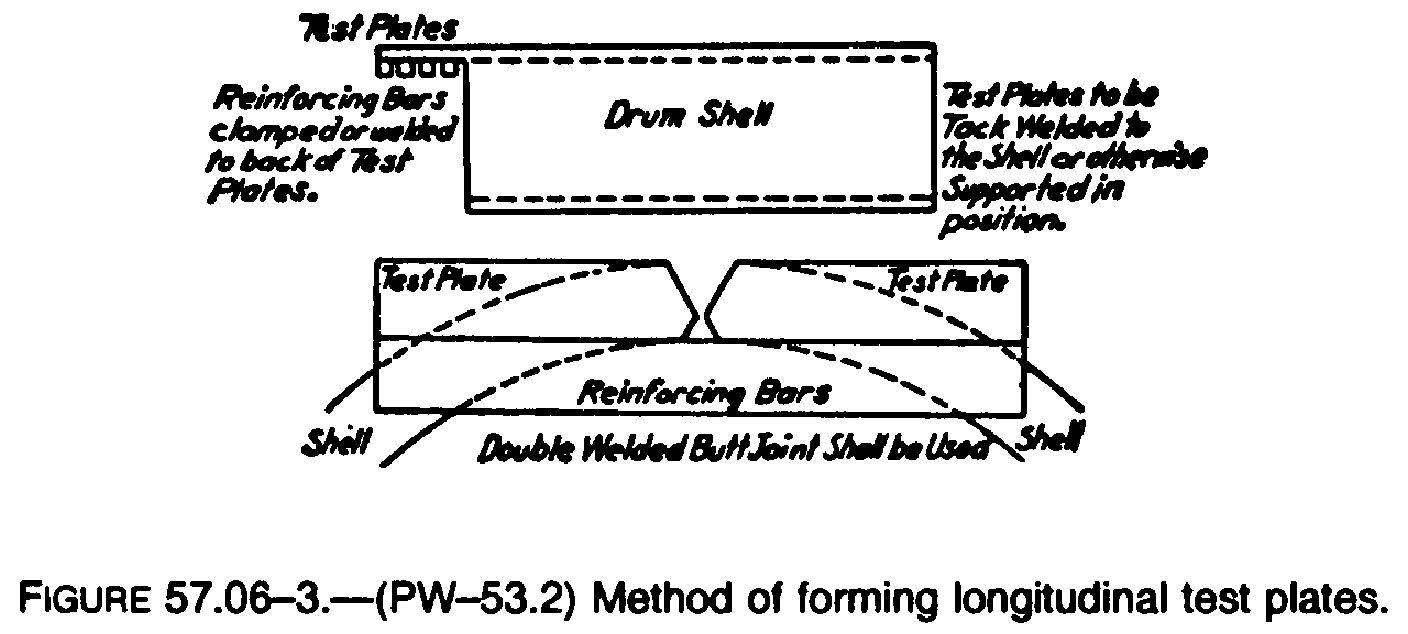
(a) Except as otherwise specified in this section a test plate shall be attached to the shell plate on one end of the longitudinal joint of each vessel as shown in Figure 57.06–3, so that the edges of the test plate to be welded are a continuation of and duplication of the corresponding edges of the longitudinal joint. For attached test plates, the weld metal shall be deposited in the test plate welding groove continuously with the weld metal deposited in the groove of the longitudinal joint. As an alternate method, the marine inspector may permit the use of separate test plates, provided the same welding process, procedure, and technique employed in the fabrication of the longitudinal joint are used in welding the test plates.
(b) All test plates, whether attached to the shell or separate in accordance with paragraphs (a) and (d) of this section, shall be prepared from material of the same specification, thickness, and heat treatment and, for Class I–L and Class II–L vessels, the same heat as that of the vessel for which they are required. However, except when required to be from a specific heat, test plates may be prepared from material of a different product form, such as plate in lieu of a forging, provided the chemical composition is within the vessel material specification limits and the melting practice is the same.
(c) Test plates are not required for welded nozzle attachments.
(d) In the case of vessels having no longitudinal welded joints, at least one set of test plates shall be welded for each vessel, using the circumferential joint process, procedure and technique, except that the provisions of § 57.06–2(a) shall also apply for Classes I and I–L vessels, and that the provisions of § 57.06–2 (a) and (c) shall also apply for Classes II and II–L vessels.
(e) Test plates shall be made by the same welder producing the longitudinal and circumferential joints. If more than one welder is employed in the welding of the pressure vessel(s), the test plates shall be made by the welder designated by the marine inspector. The test plates shall be of the same thickness as the material being welded and shall be of sufficient size to provide two specimens of each type required, except that in the case of pressure vessels having no longitudinal seams, the test plate need be only of sufficient length to provide one set of test specimens, and if a retest is necessary, an additional set of test plates may be welded separately.
Cite this article: FindLaw.com - Code of Federal Regulations Title 46. Shipping § 46.57.06–3 Method of performing production testing - last updated January 02, 2025 | https://codes.findlaw.com/cfr/title-46-shipping/cfr-sect-46-57-06-3/
FindLaw Codes may not reflect the most recent version of the law in your jurisdiction. Please verify the status of the code you are researching with the state legislature before relying on it for your legal needs.
Get help with your legal needs
FindLaw’s Learn About the Law features thousands of informational articles to help you understand your options. And if you’re ready to hire an attorney, find one in your area who can help.
